

Ածխածնային մանրաթել մանրաթելային նյութ է, որն ունի ավելի քան 95% ածխածնի պարունակություն։ Այն ունի գերազանց մեխանիկական, քիմիական, էլեկտրական և այլ գերազանց հատկություններ։ Այն «նոր նյութերի թագավորն» է և ռազմավարական նյութ, որը զուրկ է ռազմական և քաղաքացիական մշակումներից։ Հայտնի է որպես «Սև ոսկի»։
Ածխածնային մանրաթելի արտադրության գիծը հետևյալն է.

Ինչպե՞ս է պատրաստվում բարակ ածխածնային մանրաթելը։
Ածխածնային մանրաթելի արտադրության գործընթացի տեխնոլոգիան մինչ օրս զարգացել և հասունացել է։ Ածխածնային մանրաթելային կոմպոզիտային նյութերի շարունակական զարգացման հետ մեկտեղ, այն ավելի ու ավելի է նախընտրվում հասարակության բոլոր շերտերի կողմից, մասնավորապես՝ ավիացիայի, ավտոմոբիլային, երկաթուղային, քամու էներգիայի շեղբերի և այլնի արագ աճի և դրա շարժիչ ուժի՝ ածխածնային մանրաթելային արդյունաբերության զարգացման շնորհիվ։ Հեռանկարներն ավելի լայն են։
Ածխածնային մանրաթելի արդյունաբերության շղթան կարելի է բաժանել վերին և ստորին հոսանքների: Վերին հոսանքը սովորաբար վերաբերում է ածխածնային մանրաթելին հատուկ նյութերի արտադրությանը, իսկ ներքևի հոսանքը սովորաբար վերաբերում է ածխածնային մանրաթելի կիրառման բաղադրիչների արտադրությանը: Վերին և ստորին հոսանքների միջև ընկած ընկերությունները կարող են դրանք դիտարկել որպես ածխածնային մանրաթելի արտադրության գործընթացում սարքավորումների մատակարարներ: Ինչպես ցույց է տրված նկարում.
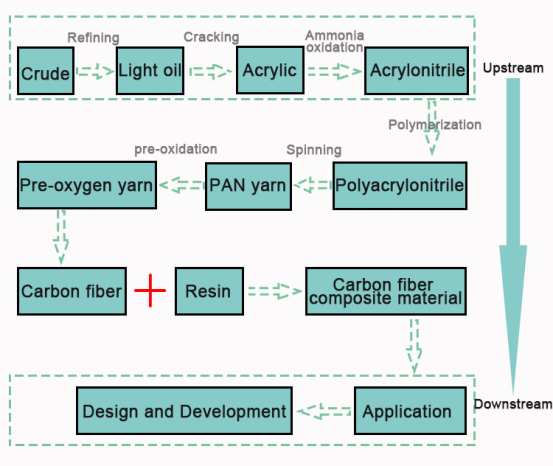
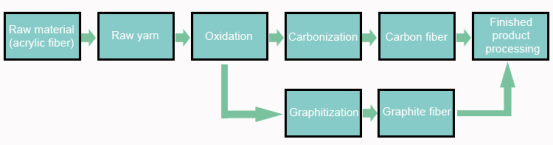
Ածխածնային մանրաթելի արդյունաբերության շղթայի վերևում գտնվող հում մետաքսից մինչև ածխածնային մանրաթել ամբողջ գործընթացը պետք է անցնի այնպիսի գործընթացներով, ինչպիսիք են օքսիդացման վառարանները, ածխածնիացման վառարանները, գրաֆիտացման վառարանները, մակերեսային մշակումը և չափսերի որոշումը: Մանրաթելի կառուցվածքում գերակշռում է ածխածնային մանրաթելը:
Ածխածնային մանրաթելի արդյունաբերության շղթայի վերին հոսանքը պատկանում է նավթաքիմիական արդյունաբերությանը, և ակրիլոնիտրիլը հիմնականում ստացվում է հում նավթի վերամշակման, կրեկինգի, ամոնիակի օքսիդացման և այլնի միջոցով։ Պոլիակրիլոնիտրիլային նախորդող մանրաթելը, ածխածնային մանրաթելը ստացվում է նախորդող մանրաթելի նախնական օքսիդացման և ածխածնացման միջոցով, իսկ ածխածնային մանրաթելային կոմպոզիտային նյութը ստացվում է ածխածնային մանրաթելի և բարձրորակ խեժի վերամշակման միջոցով՝ կիրառման պահանջները բավարարելու համար։
Ածխածնային մանրաթելի արտադրության գործընթացը հիմնականում ներառում է գծագրում, նախշում, կայունացում, ածխածնացում և գրաֆիտացում: Ինչպես ցույց է տրված նկարում.
Նկարչություն՝Սա ածխածնային մանրաթելի արտադրության գործընթացի առաջին քայլն է։ Այն հիմնականում հումքը բաժանում է մանրաթելերի, ինչը ֆիզիկական փոփոխություն է։ Այս գործընթացի ընթացքում տեղի է ունենում զանգվածի և ջերմության փոխանցում պտտվող հեղուկի և մակարդման հեղուկի միջև, և վերջապես՝ PAN նստվածք։ Թելիկները ձևավորում են գելային կառուցվածք։
Նախագծում:կողմնորոշված մանրաթելերի ձգման էֆեկտի հետ մեկտեղ գործելու համար անհրաժեշտ է 100-ից 300 աստիճան ջերմաստիճան։ Այն նաև PAN մանրաթելերի բարձր մոդուլի, բարձր ամրացման, խտացման և կատարելագործման կարևորագույն քայլ է։
Կայունություն։Ջերմապլաստիկ PAN գծային մակրոմոլեկուլային շղթան 400 աստիճանում տաքացման և օքսիդացման եղանակով վերածվում է ոչ պլաստիկ ջերմակայուն սեղանաձև կառուցվածքի, այնպես որ այն բարձր ջերմաստիճանում չի հալվում և չի այրվում, պահպանելով մանրաթելի ձևը, իսկ թերմոդինամիկան գտնվում է կայուն վիճակում։
Ածխածնացում։Անհրաժեշտ է PAN-ում դուրս մղել ոչ ածխածնային տարրերը 1000-ից 2000 աստիճան ջերմաստիճանում և վերջապես ստանալ ածխածնային մանրաթելեր՝ տուրբոստրատիկ գրաֆիտային կառուցվածքով, որի ածխածնի պարունակությունը կազմում է ավելի քան 90%:
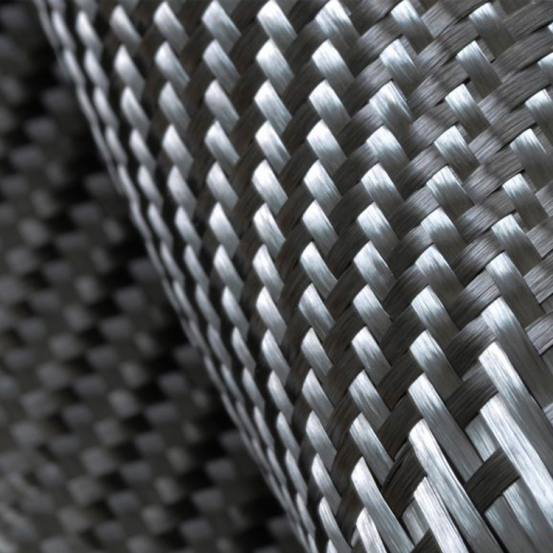
Ածխածնային մանրաթելային գործվածք
Գրաֆիտացում. Ամորֆ և տուրբոստրատիկ ածխածնացված նյութերը եռաչափ գրաֆիտային կառուցվածքների վերածելու համար անհրաժեշտ է 2000-ից 3000 աստիճան ջերմաստիճան, որը ածխածնային մանրաթելերի մոդուլը բարելավելու հիմնական տեխնիկական միջոցն է։
Ածխածնային մանրաթելի մանրամասն գործընթացը՝ սկսած հում մետաքսի արտադրության գործընթացից մինչև պատրաստի արտադրանքը, այն է, որ PAN հում մետաքսը արտադրվում է նախորդ հում մետաքսի արտադրության գործընթացով: Մետաղալարի սնուցիչի խոնավ ջերմությամբ նախնական ձգումից հետո այն հաջորդաբար տեղափոխվում է նախնական օքսիդացման վառարան՝ ձգման մեքենայի միջոցով: Նախաօքսիդացման վառարանների խմբում տարբեր գրադիենտային ջերմաստիճաններում թխվելուց հետո ձևավորվում են օքսիդացված մանրաթելեր, այսինքն՝ նախնական օքսիդացված մանրաթելեր. նախնական օքսիդացված մանրաթելերը ձևավորվում են ածխածնային մանրաթելերի՝ միջին և բարձր ջերմաստիճանի ածխածնային վառարաններով անցնելուց հետո. այնուհետև ածխածնային մանրաթելերը ենթարկվում են վերջնական մակերեսային մշակման, չափսերի որոշման, չորացման և այլ գործընթացների՝ ածխածնային մանրաթելային արտադրանք ստանալու համար: Մետաղալարի անընդհատ մատակարարման և ճշգրիտ վերահսկողության ամբողջ գործընթացը, ցանկացած գործընթացում փոքր խնդիրը կազդի կայուն արտադրության և վերջնական ածխածնային մանրաթելային արտադրանքի որակի վրա: Ածխածնային մանրաթելի արտադրությունն ունի երկար գործընթացային հոսք, բազմաթիվ տեխնիկական հիմնական կետեր և բարձր արտադրական խոչընդոտներ: Այն բազմաթիվ առարկաների և տեխնոլոգիաների ինտեգրացիա է:
Վերը նշվածը ածխածնային մանրաթելի արտադրությունն է, եկեք նայենք, թե ինչպես է օգտագործվում ածխածնային մանրաթելային գործվածքը։
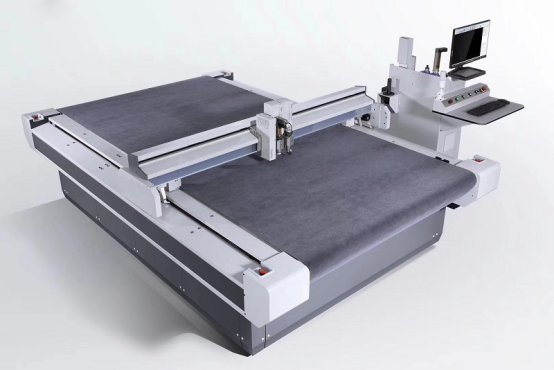
Ածխածնային մանրաթելային գործվածքների վերամշակում
1. Կտրում
Նախապես պատրաստված լուծույթը հանվում է սառնարանային պահեստից՝ մինուս 18 աստիճան ջերմաստիճանում: Զարթնելուց հետո առաջին քայլը նյութը ճշգրիտ կտրելն է՝ համաձայն ավտոմատ կտրող մեքենայի վրա նշված նյութի դիագրամի:
2. Սալիկապատում
Երկրորդ քայլը նախապատրեստը դնելն է երեսարկման գործիքի վրա և տարբեր շերտեր դնելը՝ համաձայն նախագծային պահանջների: Բոլոր գործընթացները կատարվում են լազերային դիրքավորման ներքո:
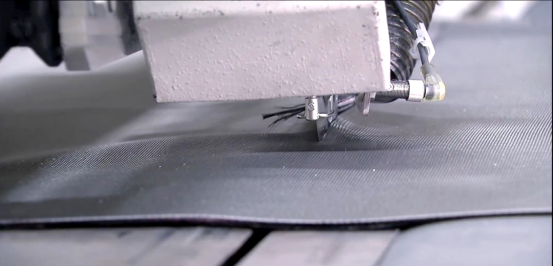
3. Ձևավորում
Ավտոմատացված մշակման ռոբոտի միջոցով նախաձևը ուղարկվում է ձուլման մեքենա՝ սեղմումային ձուլման համար։
4. Կտրում
Ձևավորումից հետո, նախապատրաստուկն ուղարկվում է կտրող ռոբոտի աշխատանքային կայան՝ չորրորդ քայլի՝ կտրման և այտերի հեռացման համար՝ նախապատրաստուկի չափերի ճշգրտությունն ապահովելու համար: Այս գործընթացը կարող է իրականացվել նաև CNC-ով:
5. Մաքրում
Հինգերորդ քայլը մաքրման կայանում չոր սառույցով մաքրում կատարելն է՝ արտազատող նյութը հեռացնելու համար, ինչը հարմար է հետագա սոսնձով ծածկույթի գործընթացի համար:
6. Սոսինձ
Վեցերորդ քայլը կառուցվածքային սոսինձը սոսնձման ռոբոտային կայանում քսելն է: Սոսնձման դիրքը, սոսնձի արագությունը և սոսնձի արտանետումը ճշգրտորեն կարգավորվում են: Մետաղական մասերի հետ միացման մի մասը ամրացվում է գամերով, որն իրականացվում է գամերով կայանում:
7. Մոնտաժի ստուգում
Սոսինձը քսելուց հետո ներքին և արտաքին վահանակները հավաքվում են։ Սոսինձի կարծրացումից հետո կատարվում է կապույտ լույսի հայտնաբերում՝ բանալու անցքերի, կետերի, գծերի և մակերեսների չափերի ճշգրտությունն ապահովելու համար։
Ածխածնային մանրաթելն ավելի դժվար է մշակել
Ածխածնային մանրաթելն ունի ինչպես ածխածնային նյութերի ուժեղ ձգման ամրությունը, այնպես էլ մանրաթելերի մեղմ վերամշակելիությունը: Ածխածնային մանրաթելը նոր նյութ է՝ գերազանց մեխանիկական հատկություններով: Վերցրեք ածխածնային մանրաթելը և մեր սովորական պողպատը որպես օրինակ, ածխածնային մանրաթելի ամրությունը մոտ 400-ից 800 ՄՊա է, մինչդեռ սովորական պողպատի ամրությունը 200-ից 500 ՄՊա է: Կարծես կարծրությունը նկատի ունենալով՝ ածխածնային մանրաթելը և պողպատը հիմնականում նման են, և ակնհայտ տարբերություն չկա:
Ածխածնային մանրաթելն ունի ավելի մեծ ամրություն և թեթև քաշ, ուստի ածխածնային մանրաթելը կարելի է անվանել նոր նյութերի թագավոր: Այս առավելության շնորհիվ, ածխածնային մանրաթելով ամրացված կոմպոզիտների (CFRP) մշակման ընթացքում մատրիցը և մանրաթելերը ունենում են բարդ ներքին փոխազդեցություններ, ինչը նրանց ֆիզիկական հատկությունները տարբերում է մետաղների հատկություններից: CFRP-ի խտությունը շատ ավելի փոքր է, քան մետաղներինը, մինչդեռ ամրությունը մեծ է, քան մետաղների մեծ մասի դեպքում: CFRP-ի անհամասեռության պատճառով մշակման ընթացքում հաճախ տեղի է ունենում մանրաթելի դուրս քաշում կամ մատրիցային մանրաթելի պոկում. CFRP-ն ունի բարձր ջերմակայունություն և մաշվածության դիմադրություն, ինչը այն ավելի պահանջկոտ է դարձնում սարքավորումների նկատմամբ մշակման ընթացքում, ուստի արտադրական գործընթացում առաջանում է մեծ քանակությամբ կտրման ջերմություն, ինչը ավելի լուրջ է սարքավորումների մաշվածության համար:
Միևնույն ժամանակ, կիրառման ոլորտների շարունակական ընդլայնման հետ մեկտեղ, պահանջները դառնում են ավելի ու ավելի նուրբ, իսկ նյութերի կիրառելիության և CFRP-ի որակի պահանջները դառնում են ավելի ու ավելի խիստ, ինչը նաև հանգեցնում է մշակման արժեքի բարձրացմանը։
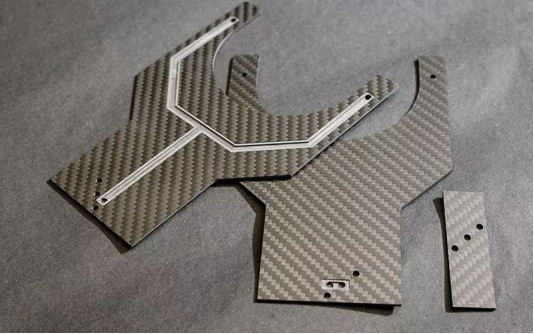
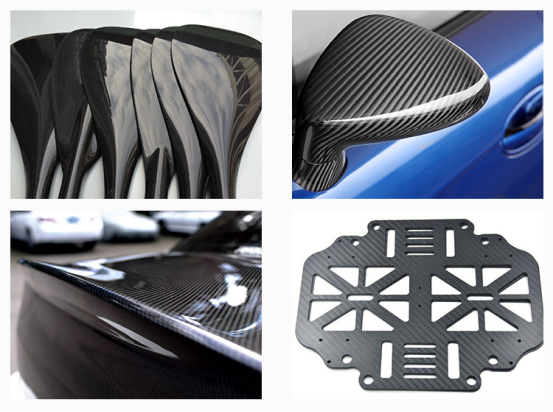
Ածխածնային մանրաթելային տախտակի մշակում
Ածխածնային մանրաթելային տախտակի կարծրացումից և ձևավորումից հետո, ճշգրիտ պահանջների կամ հավաքման կարիքների համար անհրաժեշտ է հետագա մշակում, ինչպիսիք են կտրումը և հորատումը: Նույն պայմաններում, ինչպիսիք են կտրման գործընթացի պարամետրերը և կտրման խորությունը, տարբեր նյութերի, չափերի և ձևերի գործիքների և հորատիչների ընտրությունը կունենա շատ տարբեր ազդեցություններ: Միևնույն ժամանակ, գործիքների և հորատիչների ամրությունը, ուղղությունը, ժամանակը և ջերմաստիճանը նույնպես կազդեն մշակման արդյունքների վրա:
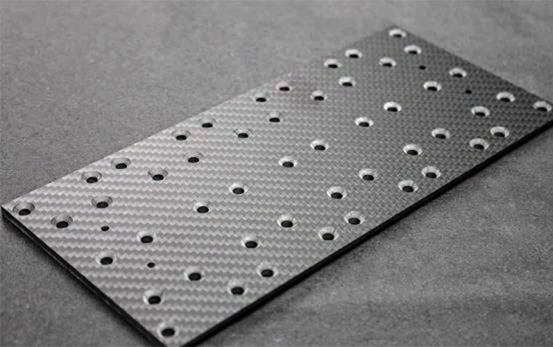
Հետմշակման գործընթացում փորձեք ընտրել ադամանդե ծածկույթով սուր գործիք և ամուր կարբիդային հորատման գլխիկ: Գործիքի և հորատման գլխիկի մաշվածության դիմադրությունը որոշում է մշակման որակը և գործիքի ծառայության ժամկետը: Եթե գործիքը և հորատման գլխիկը բավականաչափ սուր չեն կամ օգտագործվում են ոչ պատշաճ կերպով, դա ոչ միայն կարագացնի մաշվածությունը, կբարձրացնի արտադրանքի մշակման արժեքը, այլև կվնասի թիթեղին՝ ազդելով թիթեղի ձևի և չափերի, ինչպես նաև թիթեղի վրա անցքերի և ակոսների չափերի կայունության վրա: Առաջացնում է նյութի շերտավոր պատռվածք կամ նույնիսկ բլոկի փլուզում, ինչը հանգեցնում է ամբողջ տախտակի ջարդոնի:
Երբ հորատումածխածնային մանրաթելային թերթեր, որքան մեծ է արագությունը, այնքան լավ է ազդեցությունը: Հորատման գլխիկների ընտրության ժամանակ PCD8 առջևի եզրով հորատման գլխիկի յուրահատուկ հորատման ծայրի դիզայնն ավելի հարմար է ածխածնային մանրաթելային թիթեղների համար, որոնք կարող են ավելի լավ թափանցել ածխածնային մանրաթելային թիթեղների մեջ և նվազեցնել շերտազատման ռիսկը:
Հաստ ածխածնային մանրաթելային թերթեր կտրելիս խորհուրդ է տրվում օգտագործել երկկողմանի սեղմող ֆրեզեր՝ ձախ և աջ պարուրաձև եզրերի դիզայնով: Այս սուր կտրող եզրն ունի վերին և ստորին պարուրաձև ծայրեր՝ կտրման ընթացքում գործիքի առանցքային ուժը վերև և ներքև հավասարակշռելու համար, որպեսզի ապահովվի, որ արդյունքում կտրող ուժն ուղղված լինի նյութի ներքին կողմին՝ կայուն կտրման պայմաններ ստանալու և նյութի շերտազատումը կանխելու համար: «Pineapple Edge» ֆրեզերի վերին և ստորին ադամանդի ձև ունեցող եզրերի դիզայնը նույնպես կարող է արդյունավետորեն կտրել ածխածնային մանրաթելային թերթերը: Դրա խորը չիպային ալիքը կարող է մեծ քանակությամբ կտրող ջերմություն կլանել կտրման գործընթացում չիպսերի արտանետման միջոցով՝ խուսափելով ածխածնային մանրաթելի թերթի հատկությունների վնասումից:
01 Անընդհատ երկար մանրաթել

Արտադրանքի առանձնահատկությունները՝Ածխածնային մանրաթել արտադրողների ամենատարածված արտադրանքի ձևը, փնջը կազմված է հազարավոր մոնոմանրաթելերից, որոնք բաժանվում են երեք տեսակի՝ ըստ ոլորման մեթոդի՝ NT (Never Twisted, untwisted), UT (untwisted, untwisted), TT կամ ST (Twisted, twisted), որոնցից NT-ն ամենատարածված ածխածնային մանրաթելն է։
Հիմնական կիրառություն՝Հիմնականում օգտագործվում է կոմպոզիտային նյութերի համար, ինչպիսիք են CFRP-ը, CFRTP-ը կամ C/C կոմպոզիտային նյութերը, և կիրառման ոլորտները ներառում են ինքնաթիռների/ավիատիեզերական սարքավորումներ, սպորտային ապրանքներ և արդյունաբերական սարքավորումների մասեր։
02 ՍՏԵՓԼ ԹԵԼԻՔԱՅԻՆ ԹԵԼ

Արտադրանքի առանձնահատկությունները՝Կարճ մանրաթելային թել՝ կարճ ածխածնային մանրաթելերից մանված թելերը, ինչպիսիք են ընդհանուր նշանակության խեժի վրա հիմնված ածխածնային մանրաթելերը, սովորաբար կարճ մանրաթելերի տեսքով արտադրանք են։
Հիմնական օգտագործումներ՝ջերմամեկուսիչ նյութեր, հակաշփման նյութեր, ցելոֆանե/քարային կոմպոզիտային մասեր և այլն։
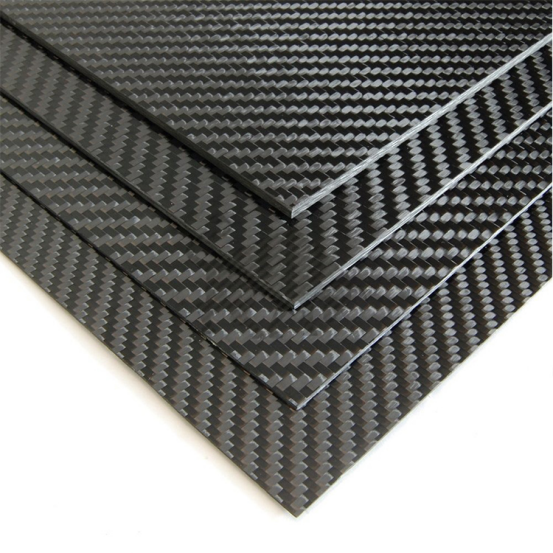
03 Ածխածնային մանրաթելային գործվածք

Արտադրանքի առանձնահատկությունները՝Այն պատրաստված է անընդհատ ածխածնային մանրաթելից կամ ածխածնային մանրաթելից մանված թելից: Հյուսման եղանակի համաձայն, ածխածնային մանրաթելային գործվածքները կարելի է բաժանել հյուսված գործվածքների, տրիկոտաժե գործվածքների և ոչ հյուսված գործվածքների: Ներկայումս ածխածնային մանրաթելային գործվածքները սովորաբար հյուսված գործվածքներ են:
Հիմնական կիրառություն՝Նույնը, ինչ անընդհատ ածխածնային մանրաթելը, հիմնականում օգտագործվում է կոմպոզիտային նյութերում, ինչպիսիք են CFRP-ն, CFRTP-ն կամ C/C կոմպոզիտային նյութերը, և կիրառման ոլորտները ներառում են ինքնաթիռների/ավիատիեզերական սարքավորումներ, սպորտային ապրանքներ և արդյունաբերական սարքավորումների մասեր:
04 Ածխածնային մանրաթելից հյուսված գոտի

Արտադրանքի առանձնահատկությունները՝Այն պատկանում է ածխածնային մանրաթելային գործվածքի մի տեսակին, որը նույնպես հյուսված է անընդհատ ածխածնային մանրաթելից կամ ածխածնային մանրաթելից մանված թելից։
Հիմնական օգտագործումը՝Հիմնականում օգտագործվում է խեժի վրա հիմնված ամրացնող նյութերի համար, մասնավորապես՝ խողովակավոր արտադրանքի արտադրության և մշակման համար։
05 Կտրատված ածխածնային մանրաթել

Արտադրանքի առանձնահատկությունները՝Ի տարբերություն ածխածնային մանրաթելից պատրաստված մանվածքի հայեցակարգի, այն սովորաբար պատրաստվում է անընդհատ ածխածնային մանրաթելից՝ կտրատված մշակման միջոցով, և մանրաթելի կտրատված երկարությունը կարող է կտրվել հաճախորդի կարիքներին համապատասխան։
Հիմնական օգտագործումներ՝Սովորաբար օգտագործվում է որպես պլաստմասսայի, խեժերի, ցեմենտի և այլնի խառնուրդ, մատրիցի մեջ խառնելով՝ կարելի է բարելավել մեխանիկական հատկությունները, մաշվածության դիմադրությունը, էլեկտրահաղորդականությունը և ջերմակայունությունը։ Վերջին տարիներին 3D տպագրության համար նախատեսված ածխածնային մանրաթելային կոմպոզիտներում ամրացնող մանրաթելերը հիմնականում կտրատված ածխածնային մանրաթելեր են։
06 Ածխածնային մանրաթելի մանրացում

Արտադրանքի առանձնահատկությունները՝Քանի որ ածխածնային մանրաթելը փխրուն նյութ է, այն կարող է մանրացնելուց հետո պատրաստվել փոշու ածխածնային մանրաթելային նյութի, այսինքն՝ մանրացվելուց։
Հիմնական կիրառություն՝նման է կտրատած ածխածնային մանրաթելին, բայց հազվադեպ է օգտագործվում ցեմենտային ամրացման մեջ։ Սովորաբար օգտագործվում է որպես պլաստմասսայի, խեժի, ռետինի և այլնի միացություն՝ մատրիցայի մեխանիկական հատկությունները, մաշվածության դիմադրությունը, էլեկտրահաղորդականությունը և ջերմակայունությունը բարելավելու համար։
07 Ածխածնային մանրաթելային գորգ

Արտադրանքի առանձնահատկությունները՝Հիմնական ձևը կտորն է կամ գորգը։ Սկզբում կարճ մանրաթելերը շերտավորվում են մեխանիկական գզման և այլ մեթոդներով, ապա պատրաստվում ասեղնագործությամբ։ Այն հայտնի է նաև որպես ածխածնային մանրաթելային ոչ հյուսված գործվածք, այն պատկանում է ածխածնային մանրաթելային հյուսված գործվածքի տեսակին։Հիմնական օգտագործումներ՝ջերմամեկուսիչ նյութեր, ձուլված ջերմամեկուսիչ նյութերի հիմքեր, ջերմակայուն պաշտպանիչ շերտեր և կոռոզիոնակայուն շերտավոր հիմքեր և այլն։
08 Ածխածնային մանրաթելային թուղթ
Արտադրանքի առանձնահատկությունները՝Այն պատրաստվում է ածխածնային մանրաթելից՝ չոր կամ խոնավ թղթի արտադրության գործընթացով։
Հիմնական օգտագործումներ՝հակաստատիկ թիթեղներ, էլեկտրոդներ, բարձրախոսի կոնաձև և տաքացնող թիթեղներ; վերջին տարիներին տաք կիրառություններ են հանդիսանում ավտոմեքենաների մարտկոցների նոր էներգետիկ կաթոդային նյութերը և այլն:
09 Ածխածնային մանրաթելային նախաներկ
Արտադրանքի առանձնահատկությունները՝Կիսակարծրացված միջանկյալ նյութ, որը պատրաստված է ածխածնային մանրաթելով ներծծված ջերմակայուն խեժից, որն ունի գերազանց մեխանիկական հատկություններ և լայնորեն կիրառվում է։ Ածխածնային մանրաթելային պրեպրեգի լայնությունը կախված է մշակման սարքավորումների չափսերից, և ընդհանուր բնութագրերը ներառում են 300 մմ, 600 մմ և 1000 մմ լայնությամբ պրեպրեգի նյութ։
Հիմնական կիրառություն՝ինքնաթիռների/ավիատիեզերական սարքավորումներ, սպորտային ապրանքներ և արդյունաբերական սարքավորումներ և այլն։
010 ածխածնային մանրաթելային կոմպոզիտային նյութ
Արտադրանքի առանձնահատկությունները՝Ջերմապլաստիկ կամ ջերմակայուն խեժից պատրաստված ներարկման ձուլման նյութ, որը խառնվում է ածխածնային մանրաթելի հետ, խառնուրդին ավելացվում են տարբեր հավելանյութեր և մանրացված մանրաթելեր, ապա ենթարկվում է միացման գործընթացի։
Հիմնական կիրառություն՝Հենվելով նյութի գերազանց էլեկտրահաղորդականության, բարձր կոշտության և թեթև քաշի առավելությունների վրա, այն հիմնականում օգտագործվում է սարքավորումների պատյաններում և այլ արտադրանքներում։
Մենք նաև արտադրում ենքապակեպլաստե ուղիղ ռովինգ,ապակեպլաստե գորգեր, ապակեպլաստե ցանց, ևապակեպլաստե հյուսված ռովինգ.
Կապ մեզ հետ՝
Հեռախոսահամար՝ +8615823184699
Հեռախոսահամար՝ +8602367853804
Email:marketing@frp-cqdj.com
Հրապարակման ժամանակը. Հունիս-01-2022





